
请大家记住,水环真空泵的工作液温度一定是核心参数,大家生产过程中一定高度重视,做好实时监测。
水环真空泵是一种以液体(通常为水)作为工作介质的变容真空泵,因其结构简单、耐腐蚀、能抽除含液含尘气体,在精细化工、制药、造纸、煤矿等行业中应用极为广泛。然而,现场操作中常发现:当工作液温度超过40℃时,泵的极限真空度明显下降,抽气效率恶化。这一现象背后,隐藏着热力学第一性原理——液体的饱和蒸气压随温度指数上升。以下从原理、结构、选型、异常判断到控温本质,逐层拆解。
一、工作原理:水环如何实现“吸气—压缩—排气”
水环真空泵的核心是偏心安装在圆形泵壳内的叶轮。其工作循环分为三个阶段:
-
形成水环:启动前注入适量水(工作液)。叶轮旋转时,离心力将水甩向泵壳内壁,形成一个与泵壳同心、但与叶轮中心偏心的液环。液环内表面与叶轮轮毂之间形成一系列月牙形的工作腔(气室)。
-
吸气:叶轮旋转时,某一气室从吸气口侧开始,容积逐渐增大,压力降低,将外部气体吸入。
-
压缩与排气:随着叶轮继续转动,气室容积逐渐减小,气体被压缩,压力升高。当气室与排气口连通时,压缩气体连同部分水一起被排出。
整个过程中,水环起着“液体活塞”的作用,且气体压缩过程近似等温(因为水吸收了压缩热),因此特别适合抽除易燃易爆气体。
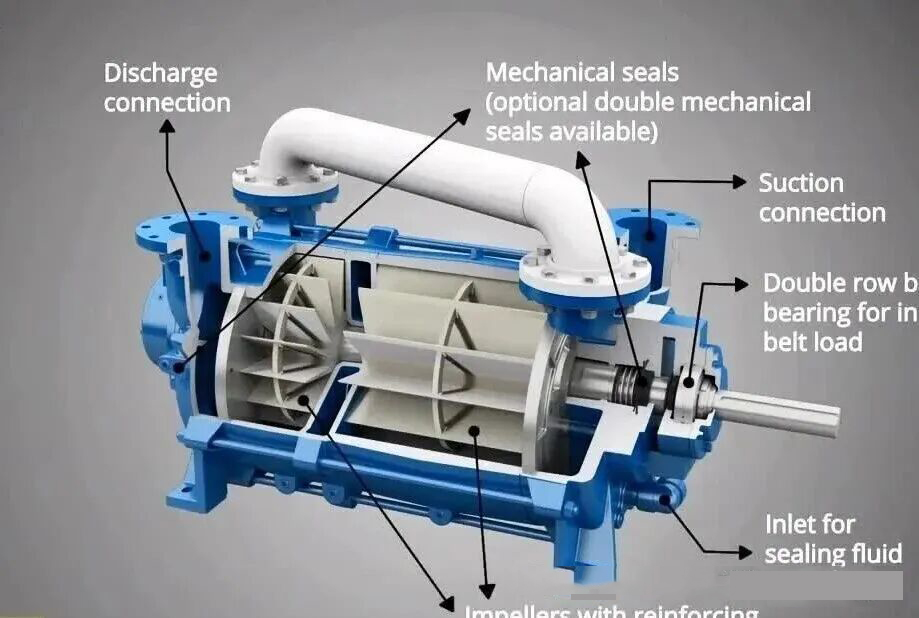
二、核心结构部件与常见材质
|
|
|
|
|---|---|---|
| 泵体 |
|
|
| 叶轮 |
|
|
| 分配板(侧盖) |
|
|
| 机械密封/填料密封 |
|
|
| 轴承 |
|
|
| 气水分离器 |
|
|
三、选型要点与性能局限
3.1 选型核心参数
-
工作真空度:水环泵的极限真空度受工作液饱和蒸气压限制。单级水环泵极限绝对压力约为3.3~4 kPa(即表压-98 kPa),双级可达约1.3 kPa。
-
抽气速率:根据系统容积、抽气时间、泄漏量计算。计算公式:
![图片[2]-水环真空泵详解与真空异常判断(含泵选型)-寻找资源网](http://img3.seekresource.com/img/400)
- 介质特性:介质含腐蚀性气体→选不锈钢/衬氟;含粉尘→进气口加过滤器;含易燃易爆气体→水环泵是首选(等温压缩)。
3.2 水环泵的“阿喀琉斯之踵”
-
极限真空度低:无法达到干式泵或油封泵的高真空(<1 Pa)。
-
能耗较高:因为需要不断克服水的黏性阻力。
-
工作液温度敏感:温度升高,极限真空度急剧下降——这正是下文的核心。
四、真空异常判断:二分法快速定位
当发现真空度不足或抽速下降时,遵循 “先外后内、先简后繁” 的原则。
4.1 第一步:隔离判断——问题在泵本身还是外部系统?
关闭泵进气口阀门,让泵单独抽自身密封腔体(或直接堵住进气口)。
-
若真空度能达到铭牌值 → 外部管路、容器或阀门存在泄漏。
-
若真空度仍然偏低 → 泵本身故障。
4.2 第二步:外部泄漏排查(常见漏点)
-
管道法兰、阀门填料、软管破损
-
真空表接头、排污口、取样口密封不严
-
容器焊缝裂纹、人孔垫片老化
检漏方法:静态保压法(关闭所有阀门,观察压力上升速率);肥皂水涂抹可疑点;氦质谱检漏(高要求时)。
4.3 第三步:泵本身故障原因对照表
|
|
|
|
|---|---|---|
|
|
水温>40℃ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4.4 典型异常案例
案例:某精馏装置水环泵真空度从-95 kPa逐渐下降至-88 kPa,且泵体烫手。
排查:测量工作液温度——52℃。
原因:冷却塔风扇故障,冷却水供水温度升至35℃,导致水环液无法有效降温。
处理:修复冷却塔,工作液温度降至32℃后,真空度恢复至-94.5 kPa。
五、核心问题:为什么工作液必须控制在40℃以下?——第一性原理解析
这是水环真空泵操作中最重要的温度红线。其根本原因来自相平衡热力学。
5.1 第一性原理1:泵的极限真空度 ≈ 工作液温度下的饱和蒸气压
水环泵工作时,气室内的气体始终与水环表面直接接触。水会不断蒸发,其蒸汽混入被抽气体中。当泵的吸气口完全封闭时,泵所能达到的最低绝对压力(极限真空)无法低于工作液温度对应的饱和蒸气压——因为只要液面上方空间存在,就会充满该温度下的水蒸气。
数学表达:
![图片[3]-水环真空泵详解与真空异常判断(含泵选型)-寻找资源网](http://img3.seekresource.com/img/401)
举例:
-
20℃时,水的饱和蒸气压 ≈ 2.34 kPa(绝对),对应表压 ≈ -99.1 kPa(标准大气压101.3 kPa计)
-
30℃时,≈ 4.24 kPa,表压 ≈ -97.1 kPa
-
40℃时,≈ 7.38 kPa,表压 ≈ -93.9 kPa
-
50℃时,≈ 12.34 kPa,表压 ≈ -89.0 kPa
-
60℃时,≈ 19.92 kPa,表压 ≈ -81.4 kPa
可见:水温从20℃升至40℃,极限真空度(表压)从-99.1 kPa下降至-93.9 kPa,损失5.2 kPa;升至50℃时,已损失10 kPa以上。对于要求高真空的工艺(如-98 kPa),水温绝不能超过30℃。
5.2 第一性原理2:压缩过程温升会进一步提升饱和蒸气压
实际运行时,气体被压缩时虽然大部分热量被水吸收,但水温本身也会逐渐升高。若冷却不足,水温持续上升,饱和蒸气压随之上升,形成正反馈:真空变差→抽气时间延长→水吸收更多热量→水温更高→真空更差。因此必须主动将水温控制在远低于工艺允许上限的水平,通常设定40℃为报警值,30℃为理想值。
5.3 第一性原理3:高温加剧汽蚀,损坏叶轮
当泵吸气压力很低(接近水的饱和蒸气压)时,水会在叶轮叶片低压侧局部气化形成气泡,随后在高压区溃灭,产生强大的冲击波,导致叶轮表面出现蜂窝状点蚀——即汽蚀。水温越高,饱和蒸气压越高,汽蚀越容易发生。40℃以上时,汽蚀风险显著增加。
5.4 为什么是“40℃”这个经验值?
综合上述原理:
-
性能要求:大部分精细化工工艺要求真空度在-93 kPa以上(绝压<8 kPa)。查饱和蒸气压表:7.38 kPa对应40℃。超过40℃,极限真空度就无法满足-93 kPa。
-
安全要求:40℃以上汽蚀概率大幅上升,且高温水易结垢堵塞流道。
-
能效要求:水温每升高10℃,泵的抽气效率下降约15~20%,能耗增加。
因此,40℃是兼顾性能、寿命与能耗的工程红线。许多企业将冷却水出口温度设定为35℃,留出5℃缓冲。
5.5 如何有效控制水温?
-
板式换热器强制冷却:使用循环冷却水(7~12℃冷冻水最佳)通过换热器降温。
-
增大水箱容积:延长水的停留时间,自然散热。
-
补加低温新鲜水:连续排放少量高温水,同时补入冷水。
-
避免热源返混:排气管与分离器要远离泵的进水口,防止热蒸汽加热工作液。
六、日常维护要点速查表
|
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
七、结语
水环真空泵是一个依靠“水”作为血液的设备。它的极限性能、可靠性与寿命,高度依赖于工作液的热力学状态。将水环液控制在40℃以下,不是经验教条,而是由饱和蒸气压定律、汽蚀机理和能量守恒共同决定的铁律。
理解这一第一性原理,你就能:
-
快速诊断真空度不足的根源(先摸水管烫不烫)
-
在选型时正确配置冷却系统(而不是事后加冷却器)
-
说服操作工不要为了省水而关小冷却阀
在精细化工生产中,真空度往往直接决定了蒸馏效率、溶剂回收率和产品质量。控制好那圈水的温度,就是守住了工艺的天花板。
看完不过瘾,那就自己发一篇吧!







![表情[nanguo]-寻找资源网](http://www.seekresource.com/wp-content/themes/zibll/img/smilies/nanguo.gif)
![表情[haobang]-寻找资源网](http://www.seekresource.com/wp-content/themes/zibll/img/smilies/haobang.gif)
![表情[shuai]-寻找资源网](http://www.seekresource.com/wp-content/themes/zibll/img/smilies/shuai.gif)
![表情[deyi]-寻找资源网](http://www.seekresource.com/wp-content/themes/zibll/img/smilies/deyi.gif)
![表情[chi]-寻找资源网](http://www.seekresource.com/wp-content/themes/zibll/img/smilies/chi.gif)



暂无评论内容